

















(li��n)ϵ�҂�
��ַ�����o
�֙C/��һ��15524700779
�֙C/�Ŷ���13654200914
QQ�ͷ�һ�����o
QQ�ͷ��������o
�֙C/��һ��15524700779
�֙C/�Ŷ���13654200914
QQ�ͷ�һ�����o
QQ�ͷ��������o
��Ҋ���}
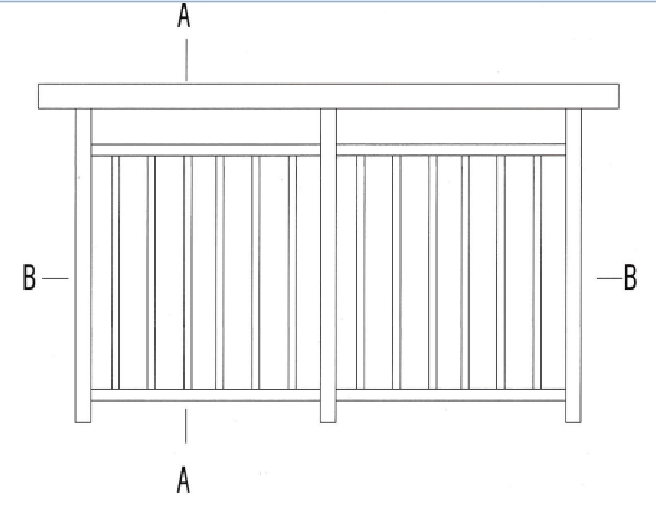
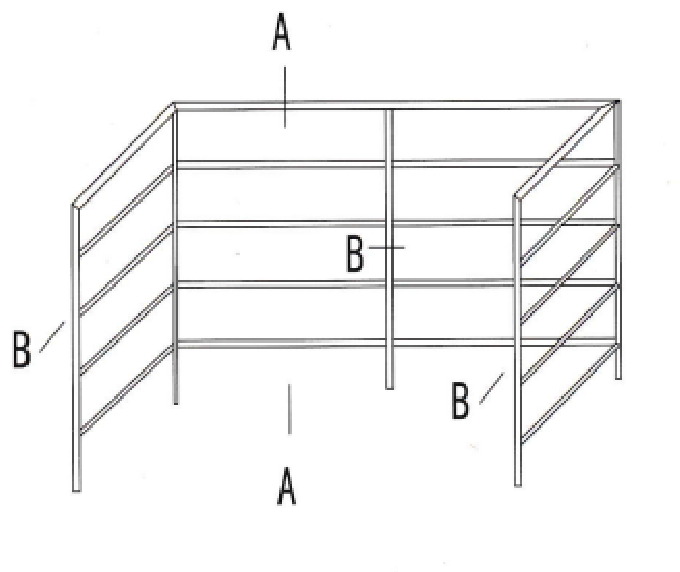
���⺸�X�Ͻ���(y��u)���|(zh��)�����w��ʩ
���ڣ�2016-03-24 �˚⣺
��(n��i)����ʾ�� �\Մ�X�Ͻ⺸�|(zh��)�����ϴ�ʩ �������ĺ�Ҫ�f���X�Ͻ�đ������Լ��������ԣ��ĺ��Ӝʂ����Ӻ��p���o���������p����⺸��������z����-MIG�ͺϺ�����ˇ����(sh��)�{(di��o)��(ji��)�ȡ�
�\Մ�X�Ͻ����⺸�|(zh��)�����ϴ�ʩ
�������ĺ�Ҫ�f���X�Ͻ��đ������Լ��������ԣ��������ʂ����Ӻ��p���o���������p����⺸��������z����-MIG�ͺϺ�����ˇ����(sh��)�{(di��o)��(ji��)�ȷ����f���X�Ͻ⺸���|(zh��)�����Ϸ��������I(y��)���a(ch��n)��߀���Խ����F(xi��n)�еĸ߶˼����^����(w��n)�������|(zh��)����
����1���X�Ͻ�������
�����X�Ͻ�����|(zh��)�p�����g���͜����ܺ��Cе�C�����ܺö��V�������ں�������������܇���Cе���������������W���I(y��)�ȱ����I(l��ng)���S��������Ҍ���(ji��)�ܽ�(j��ng)���������X�Ͻ����Ҫ������һ���_�A��Ŀǰ����܇�ИI(y��)���m���X�Ͻ���Ҫ��Al-Mg (5000 ϵ�� )��Al-Mg-Si(6000 ϵ��)��Al-Mg-Zn(7000ϵ��) ����ϵ�У���܇�⚤�������g�ɺ���5000 ϵ�Ͻ����������ȏ���Ҫ���^�ߵIJ�λ�t�� 6000 ϵ�� 7000 ϵ�Ͻ����о������������X�Ͻ�����m���p�p��܇�����������ͺĽ���37%���Ғ��b�õ�ؓ�ɽ���18%����ӏ��Ƚ���5%���ڸ�����܇�S�Ӵ��X�Ͻ�ӹ��аl(f��)�c����Ͷ���ͬ�r���X�Ͻ�ĺ����ֳɞ�һ�����ò���Q�õĻ��A(ch��)���}��
����2���X�Ͻ�ĺ�������
����Ŀǰ����Ҫ����TIG����MIG���ȳ�Ҏ(gu��)�����������X�Ͻ������ó�Ҏ(gu��)������������ݔ�������º��p�����������^�\���X�Ͻ�����죬ұ��r�ߜ��ܽ�����Ě����������a(ch��n)������(�����۳��еĚ������γɵĚ�����Q��ұ������δ��ȫ�ۻ�������Ĥ�е�ˮ�����ܟ�ֽ��������γɵĚ�ף��Q������Ĥ���)������ұ���ٶȿ캸�p���پ����ִ��ӽ��^ܛ����ʹ���Ȝp���_��40%���X�Ͻ����c�Ͷ�����죬���ڽ��������Բ��ʹ���p���Ͳ����^���ܟ���e�ӹ���������׃�ζ�Ӱ푼ӹ��ߴ羫�����X�Ͻ�Ҏ(gu��)�����|(zh��)���y�Ա������Һ����ٶ��y�ԝM���������a(ch��n)Ҫ��
�����D1 �X�Ͻ��r����Ĥ���(��)��ұ����(��)
�����S������ӹ������ռ���ˮƽ�����������ü��⺸���X�Ͻ𣬟�ݔ����С�ҟ�Դ�������e�ǹ��w�����������������⺸���X�Ͻ�������ܶȸ��Ӽ��������Ⲩ�L�������߷���õ�������ͨ�^������z������-MIG�ͺϺ����p����⺸�ȹ�ˇ�������@�����X�Ͻ��ij���Ч�����Һ����|(zh��)���õ�������
�����oՓ�ǺηN���ӷ������X�Ͻ�ǰ�ʂ乤���DZز����ٵ������X�Ͻ�ĺ����|(zh��)��Ӱ푺ܴ���ǰ���X�Ͻ�������M�Пoˮ�ƾ����ͪ��ԇ�������������������ˮ���͵��s�|(zh��)�����ֹ�����ڿ՚��б���������Ҫ�������M�ЙCе��ĥ�W̎����������ԱM����ɺ��ӡ����˼ӿ��X�Ͻӕr���۳����������������X�Ͻ����ӱ���Ӊ|�~���Ը��ƺ��p���������ӕr������Ar�Ᵽ�o�����^�՚����ܜpС��Įa(ch��n)����
����3�����⺸�X�Ͻ���(y��u)���|(zh��)�����w��ʩ
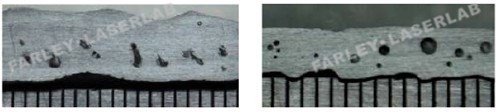
�����X�Ͻ⺸���_ʼ�r�����ڸ߷���F(xi��n)��������Ӱ푲��ό����������������������LԽ�������ό�������վ�Խ�ã���������w�����CO2���⌦�X�Ͻ������Ҫ�á����w����Ĺ���ģʽҲ����CO2������������ܶȸ��Ӽ�����һ�������_ʼ���չ�������Һ�B(t��i)���ٌ���ķ����ʾ����@�½���
���������p����⺸���܉����@���ƚ��������Ҫ���������p�����M�к��ӕr���������γ�һ�������^��ij�������˳ķ�(w��n)���ԣ������ښ��w���ݳ�������ڴ����p���������ò����p�������ӕr���۳�(n��i)���ض��ݶȸ�С��������Һ�B(t��i)���������ٶ������L���ݵ��ݳ��r�g�������ڜpС��׃A���������p�������⺸Ҳ������ͽz�ķ�(w��n)����������(w��n)�������|(zh��)��������
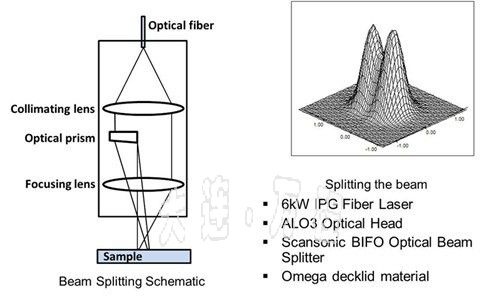
�D2 �p�����@�õ�ԭ��D(��)�������ܶȷֲ��D(��)
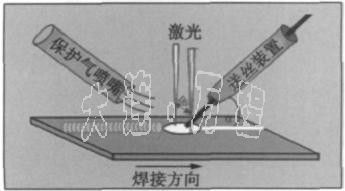
���D3 �����p�������⺸ģ��
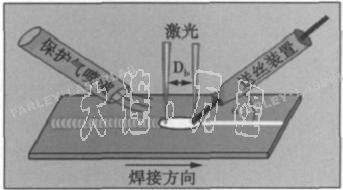
���D4 �����p�������⺸ģ��
�������ü�����z��������X�Ͻ����ۺ����܉�õ����õij��͡�������z���܉���ݼ��⺸�ĸ������ܶȺ���z���ĸߘ��������������һ���g϶�ĺ��p���܉��C���õij���Ч��������ͨ�^��ͬ�������ϵ��x�������Ԍ�ĸ���M�в�ͬ�Ļ��Wұ����һ���Ͻ�Ԫ���a���ҏ����Ĺ�Ч��
�������ü���ͺϺ���ͨ�^�����c늻��ďͺϣ��܉���Ч�������⺸�γɵĵ��x���w��Ӱ푡�ͨ�^��z�g�������⡢�����Ƕȵȅ���(sh��)���{(di��o)��(ji��)���܉�@�����^�ĺ��p�����Ҍ��ں��o���_�¿ڻ�ֻ���_С�¿ھͿ����γ����õĺ��p��
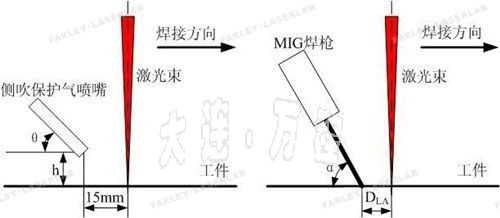
�����D5 �μ��⺸�c����-MIG�ͺϺ�ģ�ͱ��^
�����ù�����ļ����^���܉�(w��n)�������|(zh��)�����S������ӹ��������_�l(f��)������Խ��Խ����ļ����^�õ����ٵđ��á�Ŀǰ��Scansonic��HighYAG�����Ƶļ����^���܉���һ��������(n��i)�������Ҹ��Ӷ�����׃��ߴ�С��Ҳ��Ӱ푹�z������dz����ڴ����������a(ch��n)���ã��ܸ��Ʋ�����ӹ����a(ch��n)���������ߴ�ƫ�������ĺ���ȱ�ݡ�

�����D6 HighYAG���a(ch��n)��PDT-B�����^()��Scansonic���a(ch��n)��ALO3�����^(��)
�����ú��m�ĺ��ӹ�ˇ����(sh��)���܉��C�����|(zh��)�����D8��6061�X�Ͻ���z���ӵļ���ʺͺ����ٶȵă�(y��u)������(sh��)�����P(gu��n)ϵ�D����ԓ�D�п��Կ���������ʺͺ����ٶȵă�(y��u)��ƥ�䅢��(sh��)������ֱ��ʽ������б�ʻ������ֲ�׃��ÿһ���o���ļ����ֵ���ڃ�(y��u)������(sh��)�����϶���һ����(y��u)���ĺ����ٶ��c֮�������Һ����ٶȿ���һ��������(n��i)׃�����ܫ@�ó����|(zh��)���õĺ��p���˅^(q��)��?q��)��ں��ӷ�(w��n)���^(q��)����ijһ����ֵ�r���������ٶ��^��ݔ��׃С���X�Ͻ��IJ��ܺ����˕r�����ٶ��^��t���ϳ��^��(w��n)���^(q��)����������δ���^(q��)���������ٶ��^С����ݔ���^�����۳������������˕r�����۳�̮���^(q��)��Ҫ�@�÷�(w��n)���ĺ��p��������Ҫƥ����m�ĺ��ӹ�ˇ����(sh��)��
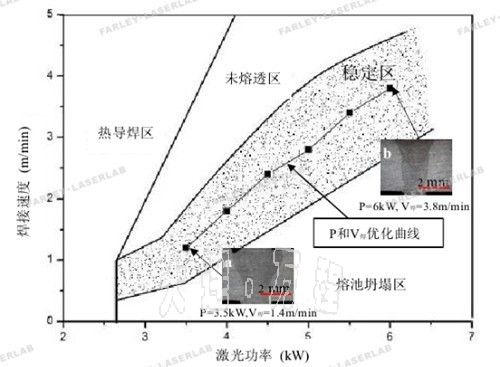
�����D7 6061�X�Ͻ�ļ���ʺͺ����ٶȵă�(y��u)������(sh��)�P(gu��n)ϵ�D
�x���@ƪ���º������������
��
���ľW(w��ng)ַ��
http://xiaos4ni.cn/wenti/1484.html
��һƪ���X�Ͻ�ꖘO��������Щ��̎
��һƪ���X�Ͳ��ӾͿ�b�O�乤����ԭ��
�a(ch��n)Ʒ���]